À la base, le processus de moulage par injection pour les bottes de pluie en PVC est une méthode de fabrication à haute vitesse qui transforme des granulés de plastique brut en une botte complète, sans couture et imperméable en une seule opération automatisée. Sous une chaleur et une pression immenses, le polychlorure de vinyle (PVC) fondu est forcé dans un moule de forme de botte usiné avec précision, où il refroidit et se solidifie.
L'idée essentielle est que le moulage par injection n'est pas seulement un moyen de façonner le plastique ; c'est une méthode pour créer une structure monolithique et imperméable avec une efficacité et une cohérence incroyables, ce qui en fait le processus idéal pour la production de masse de biens durables comme les bottes de pluie.

Le principe de base : des granulés à une botte finie
Le défi fondamental dans la fabrication d'une botte de pluie est de s'assurer qu'elle est complètement imperméable. Les méthodes traditionnelles impliquant la couture ou le collage créent des coutures, qui sont des points potentiels de défaillance et de fuite.
Le moulage par injection résout ce problème en formant toute la botte — semelle, tige et talon — en une seule pièce de matériau continue. Cela élimine complètement les coutures, garantissant un produit final imperméable directement à partir du moule.
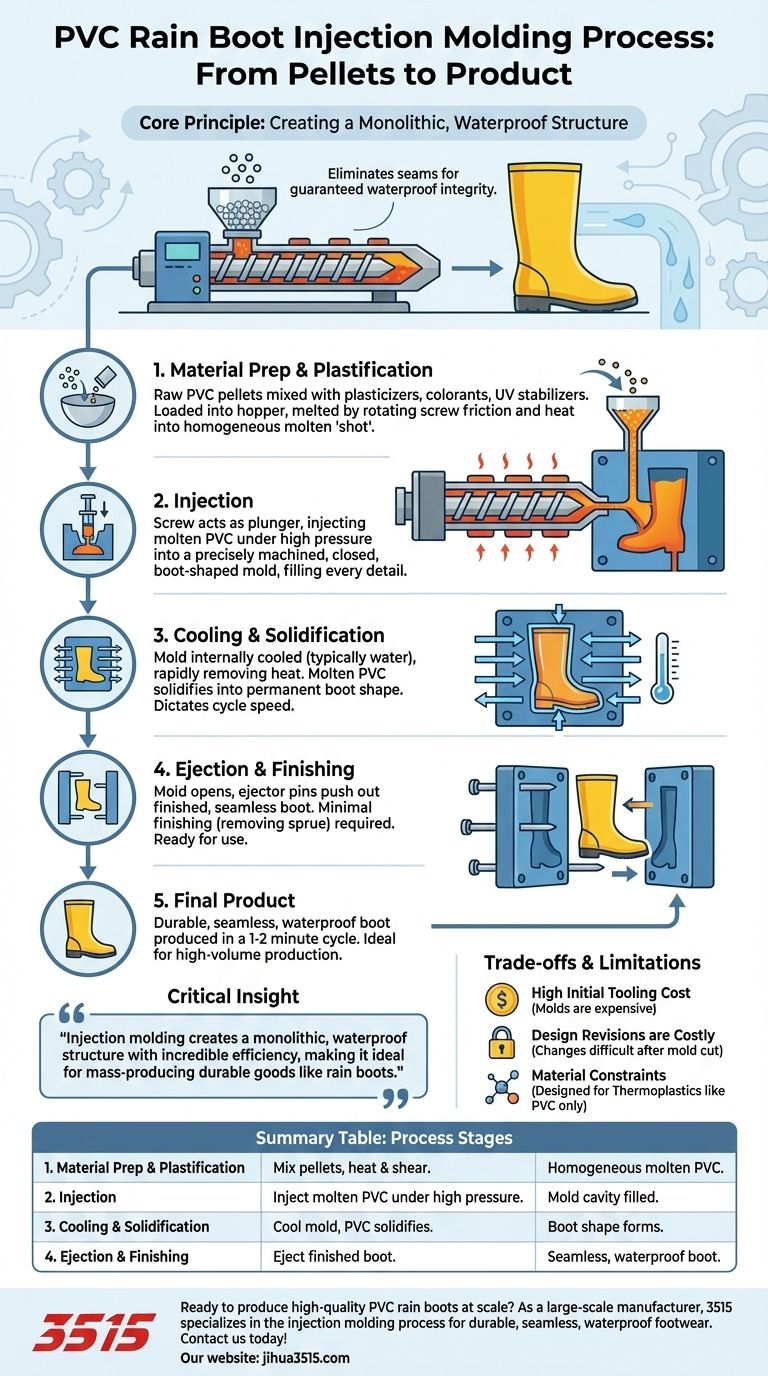
Une description étape par étape du processus
L'ensemble du cycle, du chargement de la matière première à l'éjection d'une botte finie, peut prendre aussi peu qu'une à deux minutes, permettant une échelle de production massive. Chaque étape est essentielle pour la qualité finale de la botte.
Étape 1 : Préparation du matériau
Avant le début du processus, les granulés de PVC bruts sont souvent mélangés à des additifs. Ceux-ci peuvent inclure des plastifiants pour contrôler la flexibilité, des colorants pour l'esthétique et des stabilisants UV pour empêcher la dégradation par la lumière du soleil. Ce mélange est ensuite chargé dans une trémie sur la machine de moulage par injection.
Étape 2 : Plastification (fusion)
Les granulés de PVC sont acheminés de la trémie vers un baril chauffé contenant une grande vis rotative. Lorsque la vis tourne, elle pousse simultanément les granulés vers l'avant et génère une friction et une chaleur intenses. Ceci, combiné à des bandes chauffantes externes, fait fondre le PVC en un liquide homogène et fondu connu sous le nom de "shot".
Étape 3 : Injection
Une fois qu'une quantité suffisante de PVC fondu s'est accumulée à l'avant du baril, la vis agit comme un piston. Elle avance à haute pression, injectant le shot de plastique fondu dans un moule fermé et à température contrôlée. La pression garantit que le PVC liquide remplit complètement chaque détail de la cavité en forme de botte, de la bande de roulement de la semelle aux logos sur le côté.
Étape 4 : Refroidissement et solidification
Le moule est refroidi intérieurement, généralement par circulation d'eau. Cela élimine rapidement la chaleur du PVC fondu, le faisant se solidifier et prendre la forme permanente du moule. Cette phase de refroidissement est souvent la partie la plus longue du cycle et détermine la vitesse de production globale.
Étape 5 : Éjection et finition
Une fois le PVC solidifié, le moule s'ouvre et la botte de pluie finie est expulsée par des goupilles d'éjection. À ce stade, la botte est entièrement formée et fonctionnelle. La seule étape de finition requise est généralement l'enlèvement d'un petit morceau de matériau excédentaire (la "ligne de coulée") là où le plastique a été injecté dans le moule.
Comprendre les compromis et les limites
Bien que très efficace, le moulage par injection n'est pas sans contraintes spécifiques. Les comprendre est essentiel pour exploiter correctement le processus.
Coût d'outillage initial élevé
Le principal inconvénient est le coût du moule, également appelé "outil". Les moules sont des pièces complexes en acier trempé, et leur conception et leur fabrication peuvent être extrêmement coûteuses, s'élevant souvent à des dizaines de milliers de dollars ou plus. Cela rend le processus adapté uniquement à la production à haut volume où le coût peut être réparti sur de nombreuses unités.
Les révisions de conception sont coûteuses
Une fois qu'un moule en acier est découpé, apporter des modifications est difficile et coûteux. La conception de la botte doit être entièrement finalisée avant le début de l'outillage. La modification d'un moule est une entreprise d'ingénierie importante, contrairement à la flexibilité offerte par les méthodes de prototypage.
Contraintes matérielles
Le moulage par injection est conçu pour les thermoplastiques — des polymères qui peuvent être fondus et refroidis à plusieurs reprises. Bien que le PVC soit un choix excellent et polyvalent, ce processus ne convient pas aux matériaux comme le caoutchouc naturel ou les plastiques thermodurcissables, qui ne peuvent pas être refondus une fois durcis.
Faire le bon choix pour votre objectif
L'application de ces connaissances dépend entièrement des priorités de votre projet.
- Si votre objectif principal est la production de masse et la rentabilité : le moulage par injection est inégalé pour les grands volumes, car le faible coût par botte compense rapidement l'investissement initial élevé en outillage.
- Si votre objectif principal est un design sans couture et imperméable : la nature monolithique d'une pièce moulée par injection en fait le choix supérieur pour créer un produit intrinsèquement sans fuite.
- Si votre objectif principal est le prototypage rapide ou la production à faible volume : le coût élevé de l'outillage rend le moulage par injection peu pratique ; l'impression 3D ou d'autres méthodes de fabrication seraient plus appropriées pour les modèles initiaux.
En fin de compte, le processus de moulage par injection offre une voie puissante et efficace de la matière première à un produit fini et fiable.
Tableau récapitulatif :
| Étape | Action clé | Résultat |
|---|---|---|
| 1. Préparation du matériau | Mélanger les granulés de PVC avec des plastifiants, des colorants. | Composé prêt à fondre. |
| 2. Plastification | Chauffer et cisailler les granulés dans un baril avec une vis. | PVC fondu homogène. |
| 3. Injection | Injecter le PVC fondu sous haute pression dans un moule. | La cavité du moule est complètement remplie. |
| 4. Refroidissement | Refroidir le moule avec de l'eau en circulation. | Le PVC se solidifie en forme de botte. |
| 5. Éjection | Ouvrir le moule et éjecter la botte finie. | Une botte sans couture et imperméable est produite. |
Prêt à produire des bottes de pluie en PVC de haute qualité à grande échelle ?
En tant que fabricant à grande échelle, 3515 est spécialisé dans le processus de moulage par injection pour fournir des chaussures durables, sans couture et entièrement imperméables. Nous produisons une gamme complète de bottes pour les distributeurs, les propriétaires de marques et les clients en gros, garantissant efficacité et cohérence pour vos besoins de gros volumes.
Contactez-nous dès aujourd'hui pour discuter de votre projet et obtenir un devis !
Guide Visuel
Produits associés
- Bottes de pluie imperméables et durables | Fabricant sur mesure pour les grossistes et les marques
- Factory Direct Wholesale Rain Boots Durable Waterproof & Fully Customizable
- Bottes de sécurité imperméables de gros haut de gamme, protection haute performance pour les marchés industriels
- Bottes de sécurité imperméables ignifuges haute performance
- Bottes de sécurité industrielles imperméables haut de gamme à tige haute pour commandes de gros et en vrac
Les gens demandent aussi
- Quels sont les principaux matériaux pour les bottes de pluie imperméables ? Choisissez le bon matériau pour la durabilité et le confort
- Comment choisir entre le PVC et le caoutchouc pour les bottes de pluie ? Un guide pour choisir le bon matériau
- Comment garder vos pieds au sec lors des promenades hivernales ? Un système de défense en deux parties pour un confort total
- Comment la hauteur de la botte affecte-t-elle l'imperméabilité ? Choisissez la bonne hauteur pour une protection ultime
- Quelles sont les principales différences entre les bottes de pluie et les bottes de neige ? Choisissez la bonne botte pour votre climat



















